このブログは、JIS規格の製図、なかでも機械製図に関するものを掲載しています。
この頁では、JIS規格の機械製図に関係する規格を説明し、JIS規格とは違う観
点からの解説やコメントを述べています。
ばね製図
JIS B 0004
適用範囲
この規格は、ばねの図示方法及び設計・製作仕様の表示方法について規定する。
備考 ばね及びばね要素は、他の機械要素部品と異なり、所定の力を作用させたとき
の寸法又は所定の寸法にしたときの発生力を指定して設計・製作することが多
いので、単なる寸法形状だけの表示では不十分である。このため、この規格で
は主な技術仕様を合わせて表示することとしている。
引用規格
次に掲げる規格は、この規格に引用されることによって、この規格の規定の一部を構
成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
JIS B 0001 機械製図
JIS B 0103 ばね用語
JIS Z 8114 製図用語
ISO 2162-1 Technical product documentation-Springs-Part1:Simplified
representation
定義
この規格で用いる主な用語の定義は、JIS B 0103 及び JIS Z 8114 によるほか、次による。
a)要目表 図には表現しにくい設計及び製作仕様の詳細を、所定の項目について記載
した表の慣用名。
ばねの図示方法
1 ばねの種類及びその例 例示するばねの種類及びその例は、次による。ばねの図示方法は、JIS B 0001 によるほか、付図1~53による。
なお、簡略図(付図11 , 12 15, 18, 20, 22, 30, 32 ,34, 36)については、ISO 2162-1
による。
a) 圧縮コイルばね(熱間成形、冷間成形)(付図1~12)
b) 引張コイルばね(付図13~15)
c) ねじりコイルばね(付図16~18)
d) 重ね板ばね(付図19~25)
e) トーションバー(付図26及び付図27)
f) スタビライザ(付図28)
g) 竹の子ばね(付図29及び付図30)
h) 渦巻きばね(付図31~34)
i) 皿ばね(付図35及び付図36)
j) 止め輪(付図37~41、付図48~51)
k) 座金(付図42~47)
l) スプリングピン(付図52及び付図53)
2 基準状態 ばねを図示する場合、基準状態は、次による。
a) ばねは、一般的に力の作用がない状態を図示し、自由寸法が参考値の場合、括弧
を付けて示す。
b) 所定寸法に変形させたときの力、又は所定の力を与えた時の寸法を指定する場合
には、図にその旨を明記し、指定する力又は指定する寸法を寸法を記入する。ま
た、必要な場合は、力の方向と作用位置とを太い矢印で示す。また、必要に応じて
参考図をつけ、指定寸法時の力、指定力における寸法など、表示の文言と力との図
示方法を示す。
c) 重ね板バネは。一般にばね板が直線状に変形した状態を図示し、図にその旨を明
記する。また、力の作用がない状態を二点鎖線で示す。
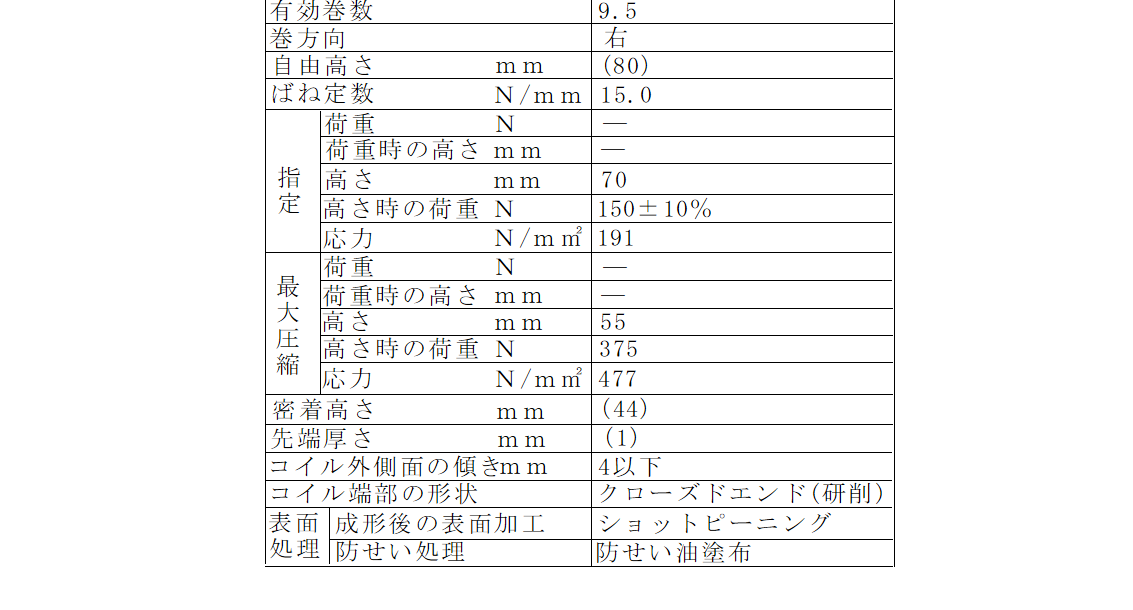
3 表現方法 表現方法は、次による。
a) ばねのすべての部分を図示する場合は、JIS B 0001 による。ただし、コイルバ
ネの正面図はらせん状にせず直線とし、有効部から座の部分への遷移領域も直線に
よる折れ線で示す。
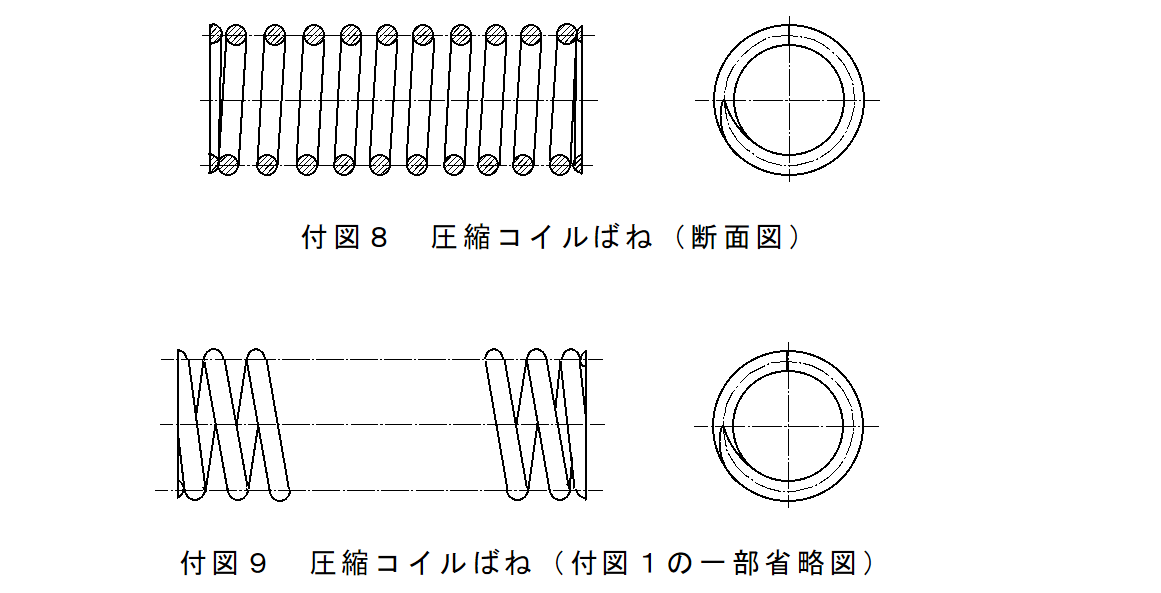
b) 同一形状の部分が連続するばねにおいて一部を省略するときは、省略する部分の
ばね材料の断面中心位置を細い一点鎖線で示す。
c) ばねの形状だけを簡略に表す場合には、ばね材料の中心線だけを太い実線で書
く。
4 その他 必要な場合、ばねに成型加工する前の材料の形状・寸法を、展開図と
して示す。ばねと他の部品を組み合わせた機構を表す場合には、ばね材の断面だけを表
してもよい(付図12参照)。
要目表の表示方法
表1に示す項目について表示する。代表的なばねについての表示例を、付図1~53
に示す。
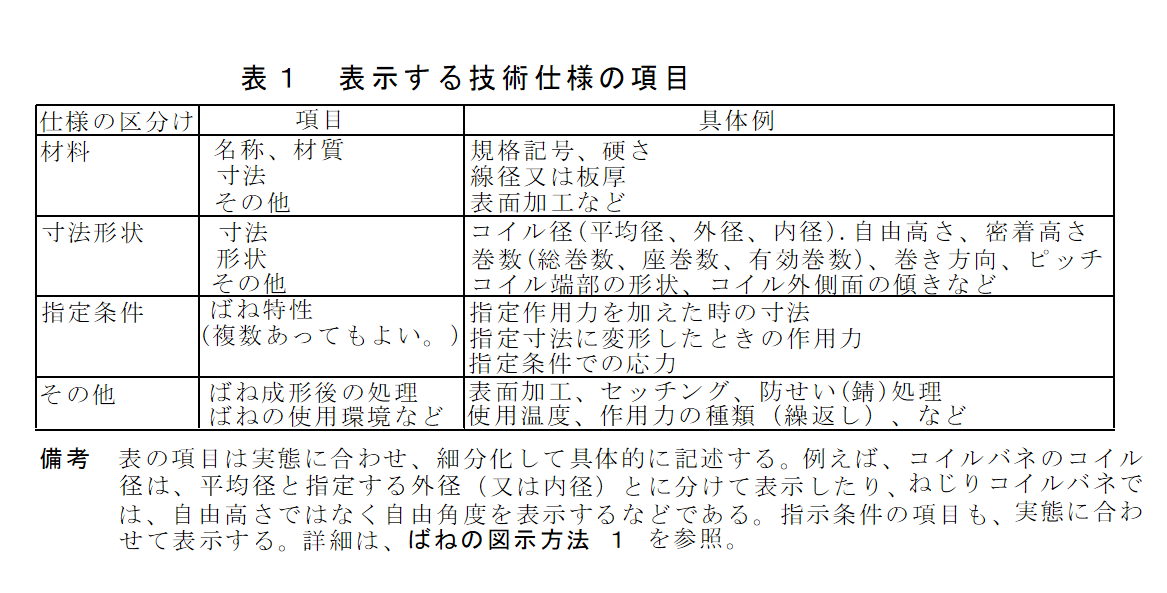

備考1. その他の要目:セッチングを行う。
2. 用途又は使用条件:常温、繰返し荷重
3. 1N/m㎡=1M㎩
付図1 圧縮コイルばね(外観図)
付図2~付図7 省略
付図12~付図34 省略
付図35~付図36 皿ばね JIS B 2706 参照
付図37~付図42 止め輪 JIS B 2804 参照
付図43~付図47 ばね座金 JIS B 1251 参照
付図48~付図50 スナップピン JIS B 1360 参照
付図51 止め輪 JIS B 2804 参照
付図52~付図53 スプリングピン JIS B 2808 参照
ばね製図は、歯車製図と同じで、図と要目表とで図面となる。 要目表の内容も、
ばね定数など、ばねに対する理解がないと、記入できない。
歯車製図と違うところは、ばねの場合、要目表で多くの事項が設定されてしまうの
で、図に記入することはそれほど多くないことである。
図示は、JIS B 0001 による他、付図によるのだが、 B 0001 にばねに関する
項目はない。付図は歯車製図と同じで例図集である。
付図35~付図53は、機械要素として他の規格で規定されているので、その規格を参照
したほうが良い。
規格の最後に、附属書A(参考)として、幾何公差の図示方法が載せられているが、
これについては幾何公差のところで述べるつもりなので割愛します。
ピアノとばね
ピアノとばねの結びつきは深い。ピアノ線はJISで規定されており(JIS G
3522)、ばねの良い材料でもある。
ピアノは弦を下からハンマーでたたいて音を出す。このためジャズの分野ではピアノ
は打楽器に分類される。
鍵盤を強く押せば強い音が出、弱く押せば弱い音が出て、しかも押している間だけ音
が出る。この音を出す部分は、80もの部品から構成され、機構学の面からも興味深いも
のがある。
グランドピアノでは、ハンマーは重力の力で元に戻る。これに対し、アップライトピ
アノは、ばねを使ってハンマーを戻すようにしている。このことにより、アップライト
ピアノはコンパクトになり、今日のように一般家庭にもピアノが普及するようになっ
た。
しかしながらグランドピアノでは、鍵盤を叩ける回数は14回/SECであるのに対し、
アップライトピアノでは、7回/SECとなってしまう。これは一般人ではなくプロの演奏
家レベルのことであろう。
このことを聞いて思うことは、人間の能力は訓練次第でこのように向上するものかと
いうことと、その人間の英知をもってしても、ピアノに関しては、自然の力の半分にし
かならないという、自然の力の偉大さであろうか。