このブログは、JIS規格の製図、なかでも機械製図に関するものを説明していま
す。
まず、JIS規格本文を掲載し、それについて解説やコメントがある場合、※を付け
てJIS規格とは違う観点からの考えを述べています。
機械製図
JIS B 0001
※ この規格の冒頭部分を掲載していなかったので、改めて掲載します。
1 適用範囲
この規格は、JIS Z 8310 に基づき、機械工業の分野で使用する、主として部品図及
び組立図の製図について規定する。
なお、この規格に規定していない事項は、JIS Z 8310 及びそれぞれ別に規定する製
図に関する日本工業規格を参照する。
2 引用規格
次に掲げる規格は、この規格に引用されることによって、この規格の規定の一部を構
成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
JIS B 0026 製図ー寸法及び公差の表示ー非剛性部品
JIS B 0028 製図ー寸法及び公差の表示方式ー
JIS B 0031 製品の幾何特性仕様(GPS)ー表面性状の図示方法
JIS B 0405 普通公差ー第1部:個々に公差の指示がない長さ寸法及び角度寸法に対
する公差
JIS B 0419 普通公差ー第2部:個々に公差の指示がない
JIS B 0420-1 製品の幾何特性仕様(GPS)ー寸法の公差表示方式ー第1部:長さに
関わるサイズ
JIS B 0601 製品の幾何特性仕様(GPS)ー表面性状:輪郭曲線方式ー用語、定義及
び表面性状パラメータ
JIS B 0672-1 製品の幾何特性仕様(GPS)ー形体ー第一部:一般用語及び定義
JIS B 0681-2 製品の幾何特性仕様(GPS)ー表面性状:三次元ー第2:用定義及び
表面性状パラメータ
JIS Z 3021 溶接記号
JIS Z 8114 製図ー製図用語
JIS Z 8310 製図総則
JIS Z 8311 製図ー製図用紙のサイズ及び図面の様式
JIS Z 8312 製図ー表示の一般原則ー線の基本原則
JIS Z 8314 製図ー尺度
JIS Z 8315-3 製図ー投影法ー第3部:軸測投影
JIS Z 8315-4 製図ー投影法ー第4部:透視投影
JIS Z 8317-1 製図ー寸法及び公差の記入方法―第1部:一般原則
JIS Z 8318 製図ー長さ寸法及び角度寸法の許容限界記入方法
JIS Z 8321 製図ー表示の一般原則-CADに用いる線
※ 引用規格については、JIS B 3402 CAD機械製図 が廃止されたため、一部変更さ
れているので、最新版を掲載しました。ただし、ISO規格2点は省略しました。
3 用語及び定義
この規格で用いる主な用語及び定義は、JIS Z 8114 によるほか次による。
3.1
最小二乗寸法
形体表面を測定して得た多くの測定点(データセットという。)を最小二乗法で演算
処理して得る寸法。
注記 最小二乗法については、JIS B 0672-1 を参照。
3.2
粗材寸法
鋳放し寸法、熱間圧延鋼板の板厚、磨き丸棒の直径など、対象物の最初の幾何形状を
示す寸法。
3.3
工具サイズ
ドリル径、リーマ径、フライスカッタ径、カッタ幅など、部品を加工するときの工具
のサイズを示す寸法(図1参照)。

3.4
角度サイズ
形体の実体の、二つの平面又は直線のなす角度寸法。
注記 斜めに交差するような穴の軸線同士の角度は含まない。
3.5
コントロール半径、CR
直線部と半径曲線部との接続部が滑らかにつながり、最大許容半径と最小許容半径と
の間(二つの曲面に接する公差域)に半径が存在するように規制する半径(図2参
照)。
注記 CRは、control radius の略号である。

※ この項目は、JIS Z 8114 製図ー製図用語 の補足である。製図というより設計の
範疇に入ることであり、図面作成で必要があればその項目のところで説明します。
4 一般事項
機械製図に関する一般事項は、次による。
a) 図形の大きさと対象物の大きさとの間には、正しい比例関係を保つように描く。
ただし、読み誤るおそれがないと考えられる図面には、図の一部又は全部につい
て、この比例関係は保たなくてもよい。
注記 11.13 を参照。
b) 線の太さ方向の中心は、線の理論上描くべき位置の上になければならない(図3
参照)。

※ 描くべき線の位置は図-3に示されたようになるが、すき間が狭い場合には次の
c)の規定で、0.7mm以上の間隔をあける必要がある。
図面の見やすさからは、この間隔は守った方が良く、多少のことなら、描くべき線が
理論上の描くべき位置にならなくてもよい。
線の太さ方向の中心を、理論上の描くべき位置の上にするために、拡大図等を使用し
て対処する必要はない。
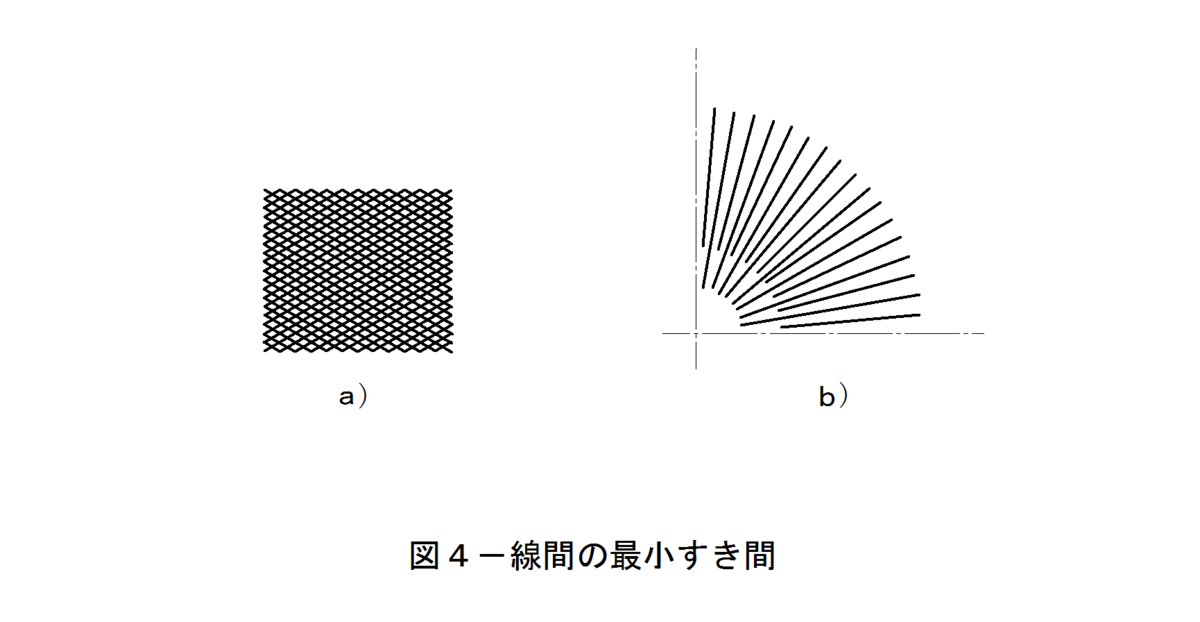
c) 互いに隣接して描く線間の最小すき(隙)間は、平行線の場合には、最も太い線
の太さの2倍以上とし、線と線とのすき間は0.7mm以上とすることが望まし
い。また、交差する線が密集する場合には、その線間の最小すき間を最も太い線
の太さの3倍以上とする[図4a)参照]。
d) 多数の線が一点に集中する場合には、紛らわしくない限り、線間の最小すき間が
最も太い線の太さの約2倍になる位置で線を止め、点の周囲をあけるのがよい
[図4b)参照]。
e) 透明な材料で作られる対象物又は部分は、すべて不透明なものと仮定して投影図
を描く。
f) 大きさを表す寸法は、特に指示 ¹⁾ がない限り、その対象物の測定を二点測定によ
って行うものとして指示する。この場合、寸法公差は特に指示がない限り、その
形状を規制しない。
なお、寸法が最小二乗寸法 ²⁾ である場合には、JIS B 0672-1 を適用すること
を表題欄又はその付近に示す。
注 ¹⁾ 包絡の条件(JIS B 0024 参照)の適用を指示した場合など。
²⁾ 円形形体の場合、最小二乗寸法は図5に示す最小二乗円の直径である。

図5-最小二乗円
g) 寸法には、特別なもの(参考寸法、理論的に正確な寸法など。)を除いて、直接
又は一括して寸法の許容限界を指示する。
h) 機能上の要求、互換性、製作技術水準などに基づいて、不可欠の場合にだけ JIS
B 0021 又は JIS B 0419 によって幾何公差を指示する。
i) 表面性状に関する指示を必要とする場合には、JIS B 0601 の定義に基づいて、
JIS B 0031 による。
j) 溶接に関する要求事項を、溶接記号を用いて指示する場合には、JIS Z 3021 に
よる。
k) ねじ、ばねなど特殊な部分の図示方法は、別に定める日本工業規格による。
l) 製図に用いる記号として日本工業規格にに規定した記号をその規定に従って用い
る場合には一般的には、特別な注記を必要としない。また、特に製図に用いるも
のとして規定しないで、日本工業規格に規定した記号又は公知の規格に規定する
記号を用いる場合には、その規格番号を図面の適切な箇所に注記する。
なお、これらによらない記号を用いる場合には、その記号の意味を図面の適切
な箇所に注記する。
※ 日本工業規格は、2019年 7月 1日 の法改正で日本産業規格に変更になりました。規
格文章中の「日本工業規格」は、「日本産業規格」に読み替えることとなっています。
幾何公差、表面性状、溶接、ねじ、ばねなどについては、その項目の頁で説明してあ
るのでそちらを参照してください。