このブログは、JIS規格の製図、なかでも機械製図に関するものを説明していま
す。
まず、JIS規格本文を掲載し、それについて解説やコメントがある場合、※を付け
てJIS規格とは違う観点からの考えを述べています。
CAD機械製図
JIS B 3402
※ この規格は、2021年 3月 22日 廃止となりました。
JIS B 0001 機械製図と内容が同じものなので廃止は当然かと思われますが、参考
のため掲載します。
※ この頁は前頁からの続きとなります。
12. 寸法の記入 寸法の記入方法は、次による。
12.1 一般原則
a) 対象物の機能・製作・組立などを考えて、必要と思われる寸法を明りょうに図面
に指示する。
b) 寸法は、対象物の大きさ、姿勢及び位置を最も明らかに表すのに必要で十分なも
のを記入する。
c) 対象物の機能上必要な寸法(機能寸法)は、必ず記入する。
d) 寸法は、寸法線・寸法補助線・寸法補助記号などを用いて、寸法数値によって示
す。
e) 寸法は、なるべく主投影図に集中する。
f) 図面に示す寸法は、特に明示しない限り、その図面に図示した対象物の仕上がり
寸法を示す。
g) 寸法は、なるべく計算して求める必要がないように記入する。
h) 寸法は、なるべく工程ごとに配列を分けて記入する。
i) 関連する寸法は、なるべく1か所にまとめて記入する。
j) 寸法は、必要に応じて基準とする点、線又は面を基にして記入する。
k) 寸法は、重複記入を避ける。
l) 寸法には、機能上(互換性を含む。)必要な場合、JIS Z 8318 によって寸法の
許容限界を指示する。ただし、理論的に正しい寸法を除く。
m) 寸法のうち、参考寸法については、寸法数値に括弧を付ける。
備考 参考寸法は、測定に用いてはならない。
12.2 寸法の記入 寸法の記入方法は、JIS Z 8317 による。
なお、長さ寸法は、ミリメートル(mm)の単位に基づいた数値を記入する。この場
合、単位記号を付けない。また、メートル(m)の単位に基づいた数値を記入する必要
がある場合には、そのことを注記する。
a) 直列寸法記入法(図34)
b) 並列寸法記入法(図35)
c) 累進寸法記入法(図36)
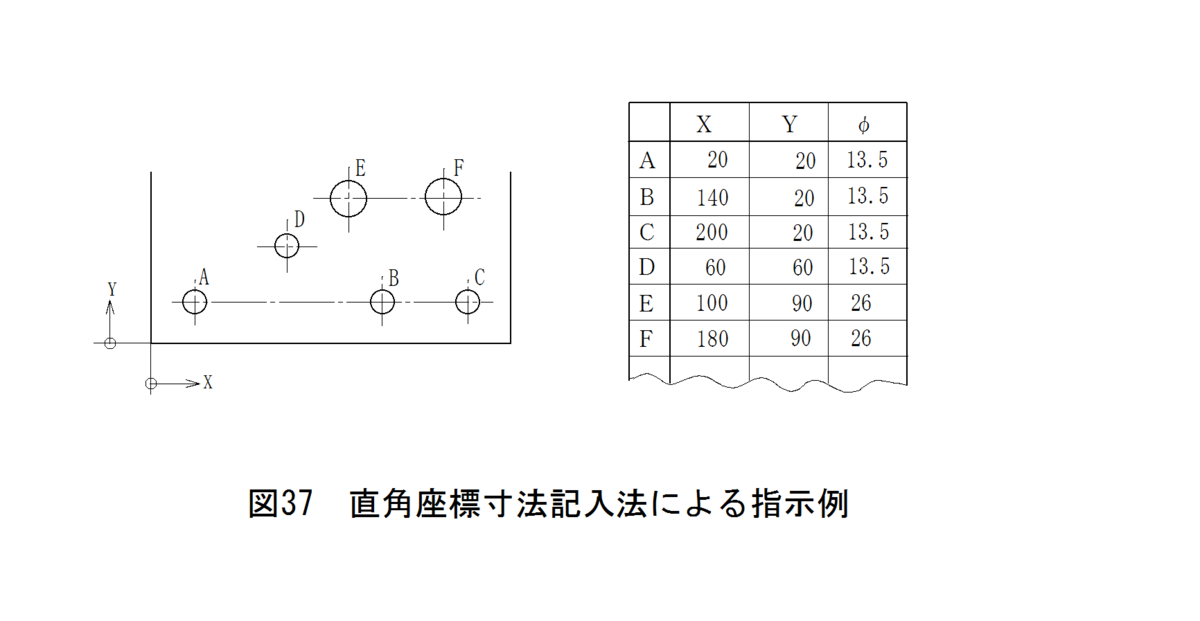
d) 直角座標寸法記入法(図37)
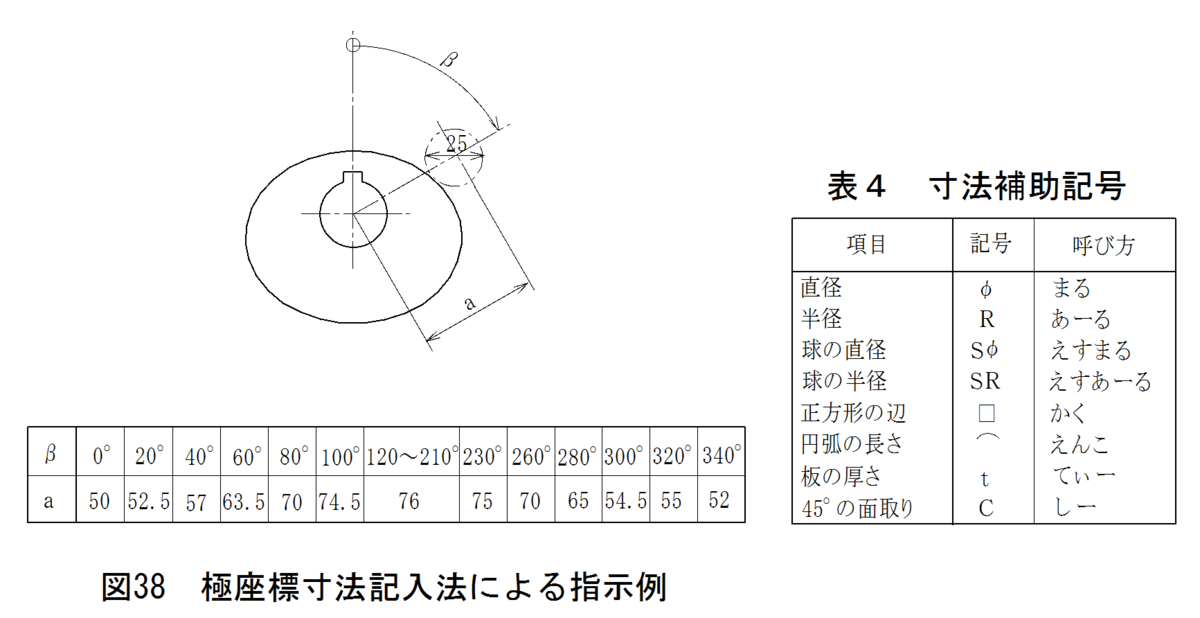
e) 極座標寸法記入法(図38)
12.3 寸法補助記号 寸法補助記号は、表4による。これらの記号は、円弧の長さの
記号を除いて、寸法数値の前に寸法数値と同じ高さで付記する。ただし、円弧の長さの
記号は、寸法数値のすぐ上側に付記する。

※ 寸法補助記号のうち、円弧の場合はこの規格では寸法数値のすぐ上側となってい
る。製図及び機械製図のどちらの規定もこの補助記号は他の記号と同じく寸法数値の前
に付けることとなっている。
CAD製図の場合特別にこの記号だけ上側にしておいた方が記入しやすくなることは
ないと思う。別にする理由はないのに規格が廃止されるまで訂正されなかったのは不思
議である。
12.4 テーパ テーパに関する寸法指示方法は、JIS B 0028 による。
13. 寸法の許容限界 寸法の許容限界は、JIS Z 8318 によって、寸法許容差、公差域
クラス( JIS B 0401-1 参照)及び普通公差( JIS B 0405 参照)を記号又は数値で指
示する。
なお、寸法の許容限界は、寸法数値の大きさよりも1段落しとして記入してもよい。
また、独立の原則又は包絡の条件を要求する場合には、JIS B 0024 による。
13.1 一般事項 寸法の許容限界を指示する場合の一般事項は、次による。
a) 機能上必要な寸法の基準となる形体からの寸法偏差を規制するように寸法の許容
限界を指示する。
b) 寸法公差が累積しないように配慮する。
c) 検証方法が暗示出来る寸法の許容限界を指示する。
d) 寸法許容差、公差域クラス及び普通公差を併用してもよい。
e) 普通の努力によって得られる寸法精度を要求する場合には、寸法に関する普通公
差を指示する。
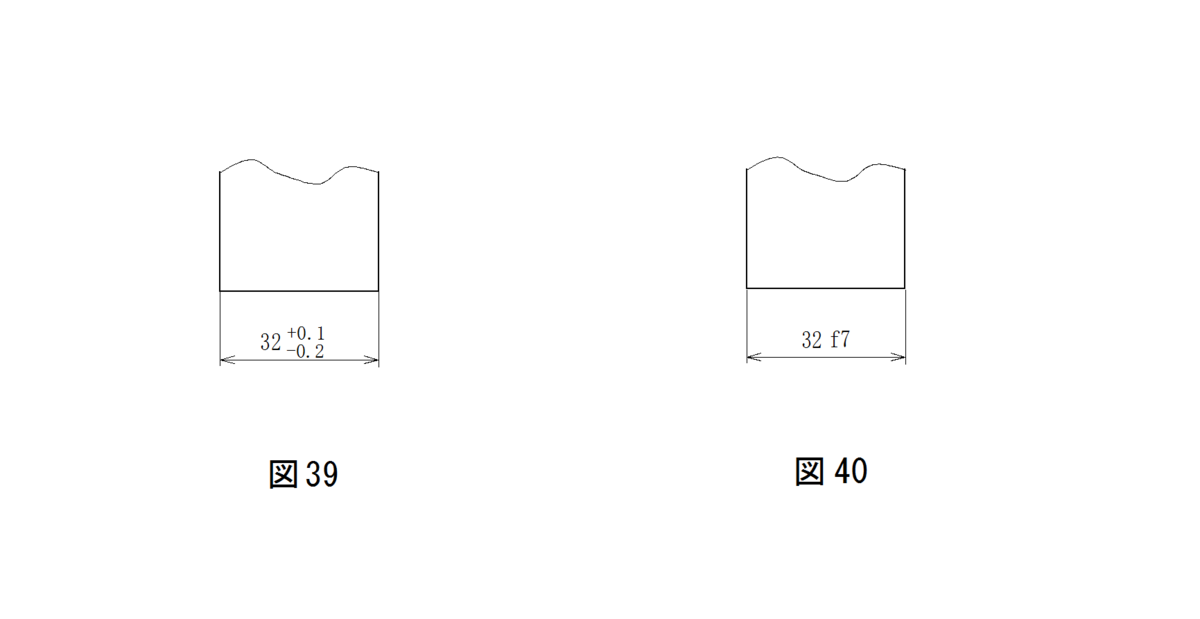
13.2 寸法の許容限界の指示 寸法の許容限界の指示は、次による。
a) 数値で指示する(図39)。
b) 公差域クラスで指示する(図40)。
c) 普通寸法公差を記号で指示する。
例 普通寸法公差のm級の場合 JIS B 0405-m
備考 普通寸法公差は、表題欄又はその付近に一括指示する。
14. 幾何公差
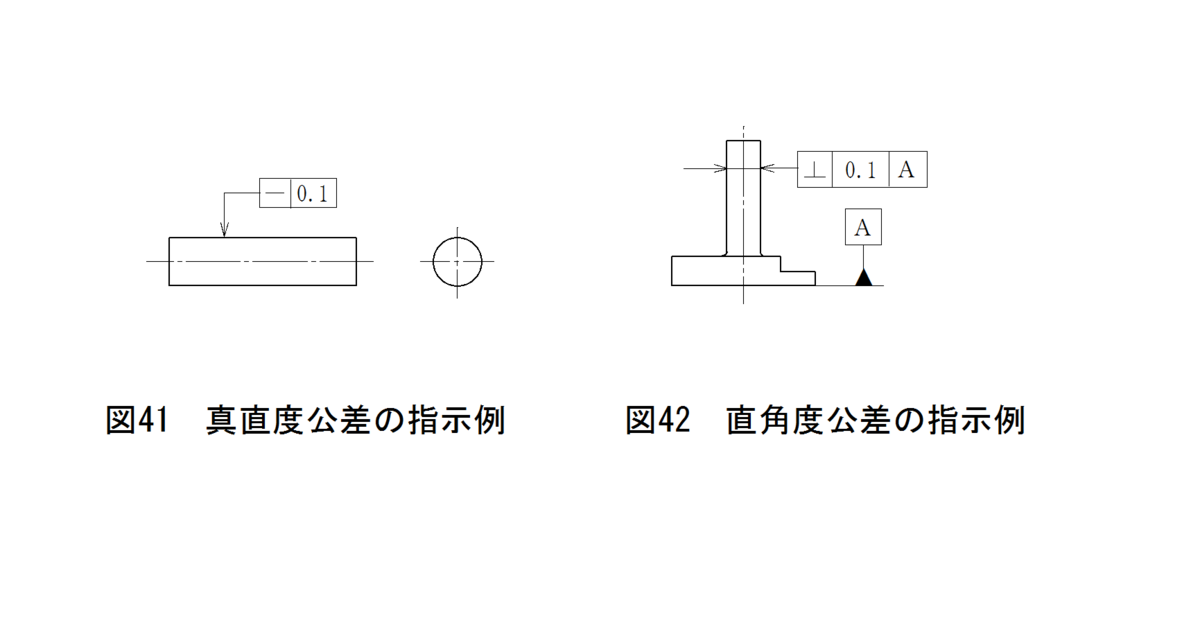
14.1 公差記入枠を用いた指示方法 幾何公差を個々に公差記入枠を用いて指示する
方法は、JIS B 0021 による(図41)。
なお、関連形体に幾何公差を指示する場合には、JIS B 0022 によってデータムを指
示する(図42)。
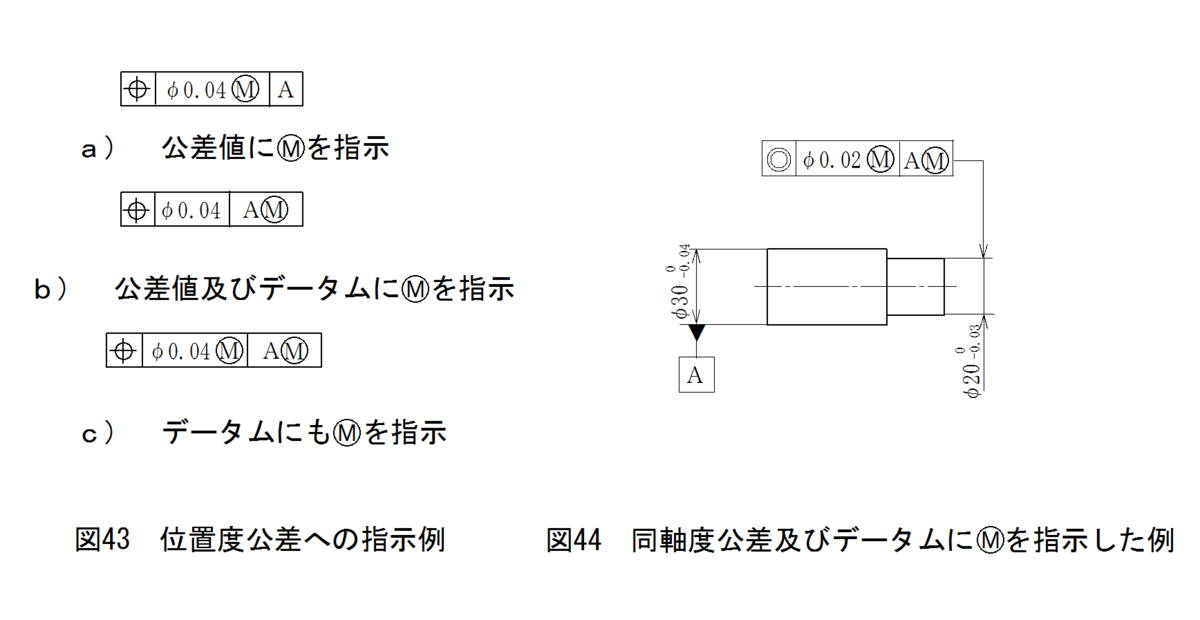
14.2 最大実体公差方式の指示 はまり合う形体に対して、最大実体公差方式を要求
する場合には、JIS B 0023 によって、公差記入枠の中の公差値又はデータム文字記号
のすぐ後に記号Ⓜを指示する(図43)。最大実体公差方式を同軸度公差及びデータムに
指示した一般的な例を図44に示す。
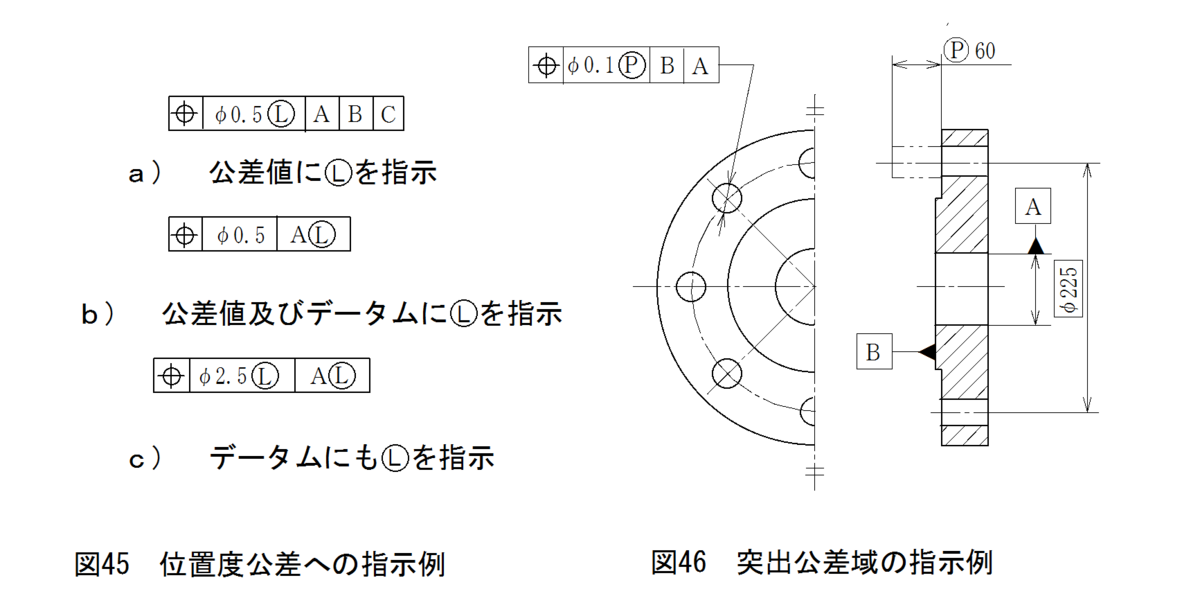
14.3 最小実体公差方式の指示 最小実体公差方式を要求する場合には、JIS B 0023
によって、公差値又はデータム文字記号のすぐ後に記号又はⓁを指示する(図45)。
14.4 突出公差域の指示 突出した形体に対して、姿勢又は位置の公差を要求する場
合には、JIS B 0029 によって突出公差域を指示する(図46)。
 14.5 一括指示方法 通常の努力で得られる幾何公差を指示する場合には、表題欄の
14.5 一括指示方法 通常の努力で得られる幾何公差を指示する場合には、表題欄の
中又はその付近に JIS B 0419 による普通幾何公差の公差等級を記号で指示する。
参考 JIS B 0024 によって独立の原則の適用を要求した場合には、普通幾何公
差を指示するのがよい。
例 普通幾何公差のK級の場合 JIS B 0419-K
15. 表面性状 表面粗さ、筋目方向、表面うねりなど、表面性状(面の肌)を指示す
る場合には、表面粗さ及び筋目方向については JIS B 0601 及び JIS B 0031 によっ
て、表面うねりについては JIS B 0610 による。
16. 金属硬さ 金属硬さを指示する場合には、ロックウェル硬さ(HR)、ビッカース
硬さ(HV)、ブリネル硬さ(HB)その他のいずれかによって指示する。
例 ビッカース硬さの場合 HV 400
17. 熱処理 熱処理は、熱処理の方法、熱処理温度、後処理の方法などを表題欄の
中、若しくはその付近又は図中のいずれかに指示する。
例 油焼入れ焼戻し、810 °C~560 °C、320 °C~270 °C、HV 410~480
18. 溶接指示 溶接は、JIS Z 3021 によって、溶接の種類、溶接寸法、仕上げ方
法、検査方法、その他要求事項などを必要に応じて指示する。
19. 照合番号
a) 照合番号は、通常はアラビヤ数字を用いる。
組立図の中の部品に対して、別に図面がある場合には、照合番号に代えてその図
面番号を記入してもよい。
b) 照合番号は、組立の順序に従うか、構成部品の重要度に従うか、その他、根拠の
ある順序に従う。
例 部品組立品、主要部品、小物部品、その他の順
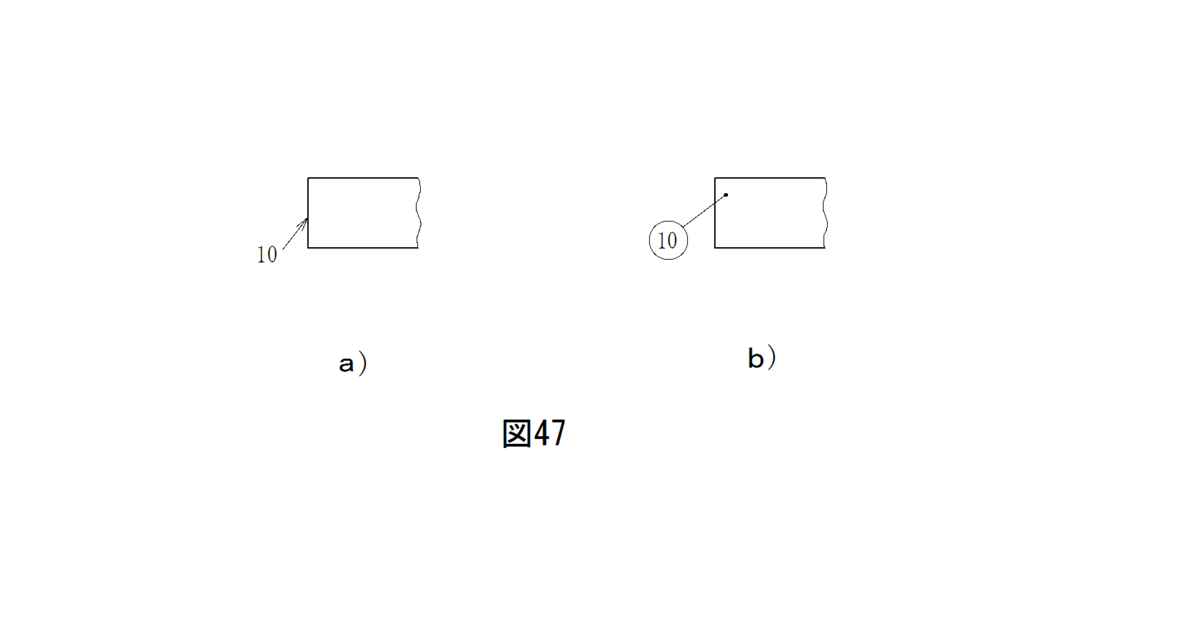
c) 照合番号を図面に記入する方法は、次による。
1) 照合番号は、明確に区別できる文字で書くか、文字を円で囲んで書く。
2) 照合番号は、対象とする図形に引出線で結んで照合番号を縦又は横に並べて
記入するとよい(図47)。
※ この規格の、幾何公差、最大実体公差方式、最小実体公差方式などは、以前の頁を
参照するか、その用語で検索してみることお勧めします。いろいろな詳しい解説がなさ
れています。
表面性状、熱処理、溶接などについても、以前の頁あるいは、その項目のところを参
照してください。
いずれも機械製図の方が詳しく、また、CAD製図の場合はこのようにするという規
定もないようです。
したがって、CAD製図という規格が必要な理由はなく、初めに述べたように、廃止
もうなずけます。
なお、この規格の廃止理由は、国内のニーズがなくなったためというもので、機械製
図との関連等については、何も触れられていません。