このブログは、JIS規格の製図、なかでも機械製図に関するものを掲載しています。
この頁では、JIS規格の機械製図に関係する規格を説明し、JIS規格とは違う観
点からの解説やコメントを述べています。
機械加工部品のエッジ品質及びその等級
JIS B 0721
1. 適用範囲 この規格は、機械加工などによって、表層部を除去した機械加工部品の
エッジ品質及び等級について規定する。
2. 引用規格 次に掲げる規格は、この規格に引用されることによって、この規格の規
定の一部を構成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
JIS B 0024 製品の幾何特性仕様(GPS)-幾何公差表示方式-形状、姿勢、位置
及び振れの公差表示方式
JIS B 0024 製図-公差表示方式の基本原則
JIS B 0031 製品の幾何特性仕様(GPS)-表面性状の図示方式
JIS B 0051 製図-部品のエッジ-用語及び指示方法
JIS B 0601 製品の幾何特性仕様(GPS)-表面性状:輪郭曲線方式-用語、定義及
び表面性状
3. 定義 この規格で用いる用語の定義は、JIS B 0051によるほか、次による。
a) エッジ 二つの面の
交わり部。
なお、交わり部は、りょう線及びその近傍を言い、エッジには、かどのエッジ及
び隅のエッジの2種類がある(図1及び図2参照)。

備考 りょう線は、側面視りょう線及び正面視りょう線がある(図3参照)。
b) 欠け 除去加工の際、エッジ部に発生する材料の欠損。
c) 逃げ 隅のエッジにおいて、相手との干渉を避けるためのくぼみ。
※ 欠けのほかにチッピングという語がある。JISでも切削工具などの部門で、チッ
ピングは小さい欠け、と説明されているが、欠けとチッピングの違いは規定がみあた
らない。
感覚的には、エッジに連続してあるのがチッピング、局部的にあるのが欠けで、大
きさではないように思われる。
4. エッジ品質
4.1 エッジ品質の要素 エッジ品質を規定する要素は、次による。
なお、JIS B 0024 によって、個々に指示した技術的要求事項、例えば、寸法公差、
幾何公差、表面粗さなどは、それらの間に特別な関係が指定されない限り独立に適用す
る。
a) エッジの寸法及び幾何公差
備考 設計要素として、隅のエッジに幾何公差を適用する場合には、JIS B 0021
によって個々に示す。
b) エッジの表面性状(surface texture) 外部的影響因子によって、エッジの表面に
現れる状態をい表面粗さ、表面うねり、ツールマーク、きず、欠け、表面付着物などの
状態を含む。
備考 この規格で規定する以外の表面粗さを適用する場合には、JIS B 0601 に規
定する表面粗さパラメーターの定義に基づき、JIS B 0031 によって個々に
指示する。
c) エッジの表面層の性状 加工力、加工熱、異物侵入などの外部的因子によって生成
する表面層の性状(surface integrity) をいう。
備考 残留応力、加工硬化、加工焼け、き裂、ボイド、切りくずの付着など、機能
に悪影響を及ぼさない状態が望ましい。
※ ボイドとは気孔のこと。鋳物の中にできる気孔は〝巣゛と呼ばれ、焼結金属など一
般に金属にある小さい穴は、この言葉のほうが使われる。
なお、鋳物の巣には〝鬆゛という文字も使われ、一部の国語辞典にも載っている。
しかし、この言葉は、植物などの芯にできるスキマのことであるので、正しい使い方
でないと思われる。
4.2 エッジ品質の等級区分 対象とするエッジは、その部品が必要とする機能に応じ
て、次のように3等級に区分する。
a) A級(精級) 部品機能上、厳しい品質のエッジ。
b) B級(中級) 部品機能上、中程度の品質のエッジ。
c) C級(粗級) 部品機能上、緩い品質のエッジ。
4.3 エッジの品質基準 エッジの品質基準は、次による。
a) 機能するかどのエッジの寸法及びその公差に対する品質基準は、表1による。
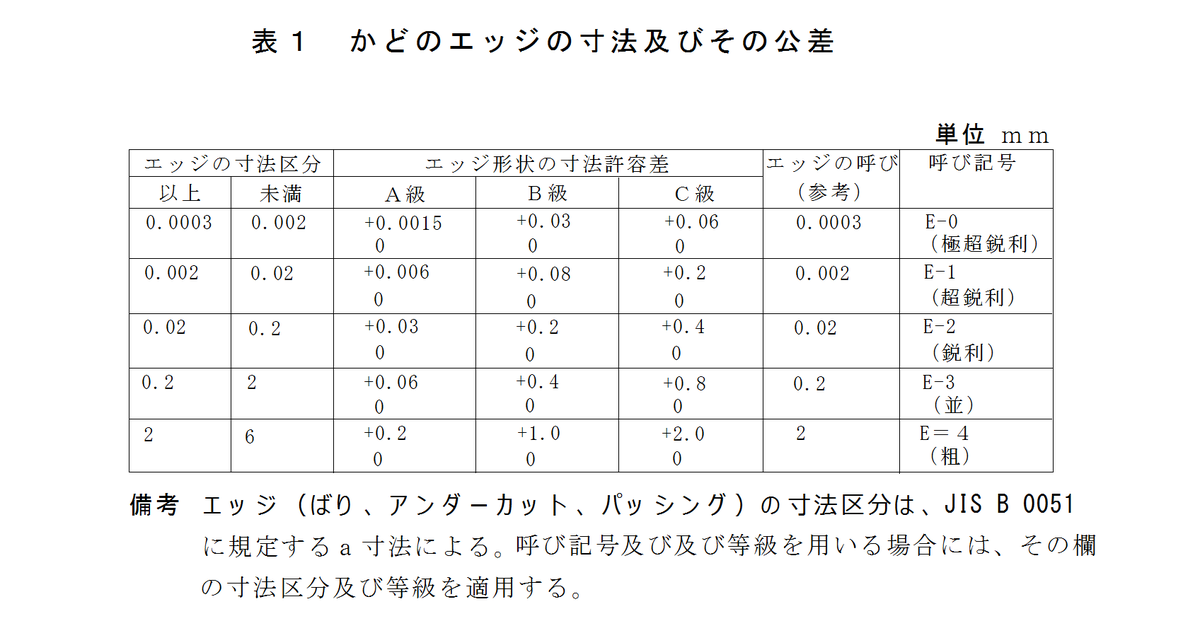
※ JIS B 0051 は製図のハンドブックには掲載されていないので、アンダーカット及
びパッシングについて説明する。
アンダーカット(under cut) かど及び隅のエッジの幾何学的に正しい形状に対する内
側への偏差。
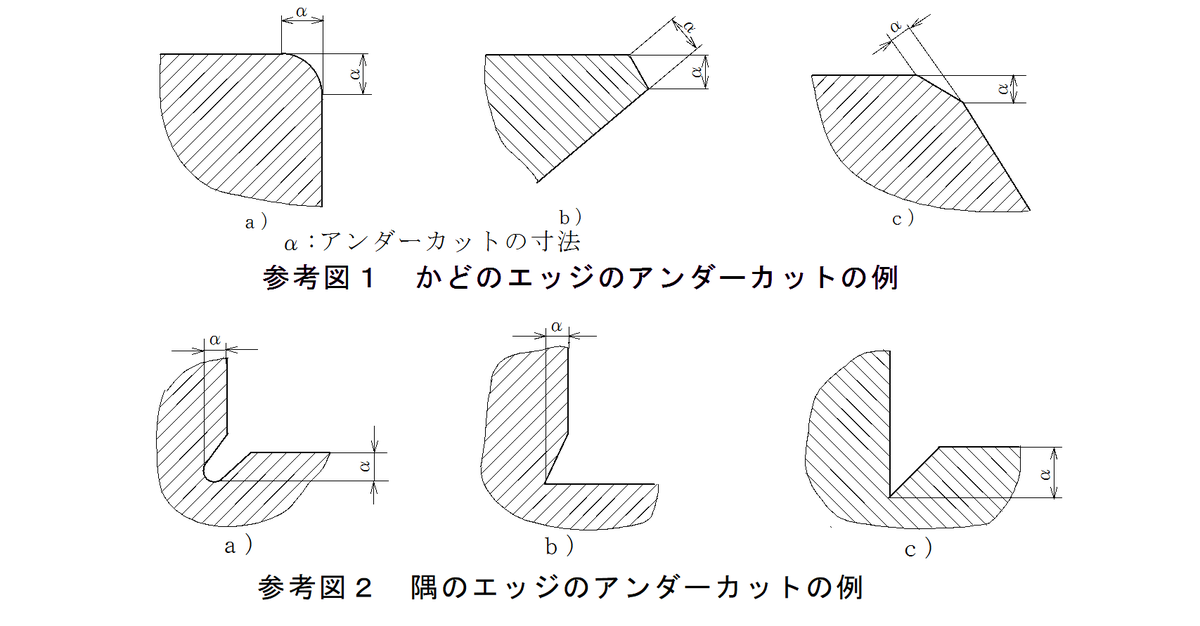
かどのエッジのアンダーカットは面取りであり、隅のエッジのアンダーカットは、
逃げである。この頁の3 c )で逃げを定義しているのだから〝隅のエッジのアンダー
カット゛と使うことはない。
パッシング(passing) 隅のエッジの幾何学的な形状に対する外側への偏差。

パッシングは、隅肉、隅肉の残り、隅のアール、加工残り、など様々な表現で呼
ばれている。これからこの呼び方が定着していくであろうか。
b) 機能する隅のエッジの寸法及びその公差に対する品櫃基準は、表2による。
なお、アンダーカットを指示する必要がある場合、特に応力集中などの指示があ
る場合には、JIS B 0051 によって個々に指示する。

c) 機能するかどのエッジの幾何公差に対する品質基準は、表3による。

d) 機能するエッジの表面性状に対する品質基準は、表4による。
なお、表面粗さを個々に指示する必要がある場合には、JIS B 0031によって
個々に指示する。

※ ブローホールは主に溶接で生じる気泡のことで、ボイドと同じ意味である。
5. エッジ品質の指示方法 エッジ品質の技術文書への指示方法は、次のいずれかを表
題欄の中、その付近又は図中に指示する。
a) この規格の規格番号及び等級。
例 JIS B 0721-B
b) この規格の規格番号、呼び記号及び等級。
例 JIS B 0721-E3ーA
c) エッジ品質の特定要素の等級だけを変更して指示する場合。
例 JIS B 0721-B,表面性状はA級
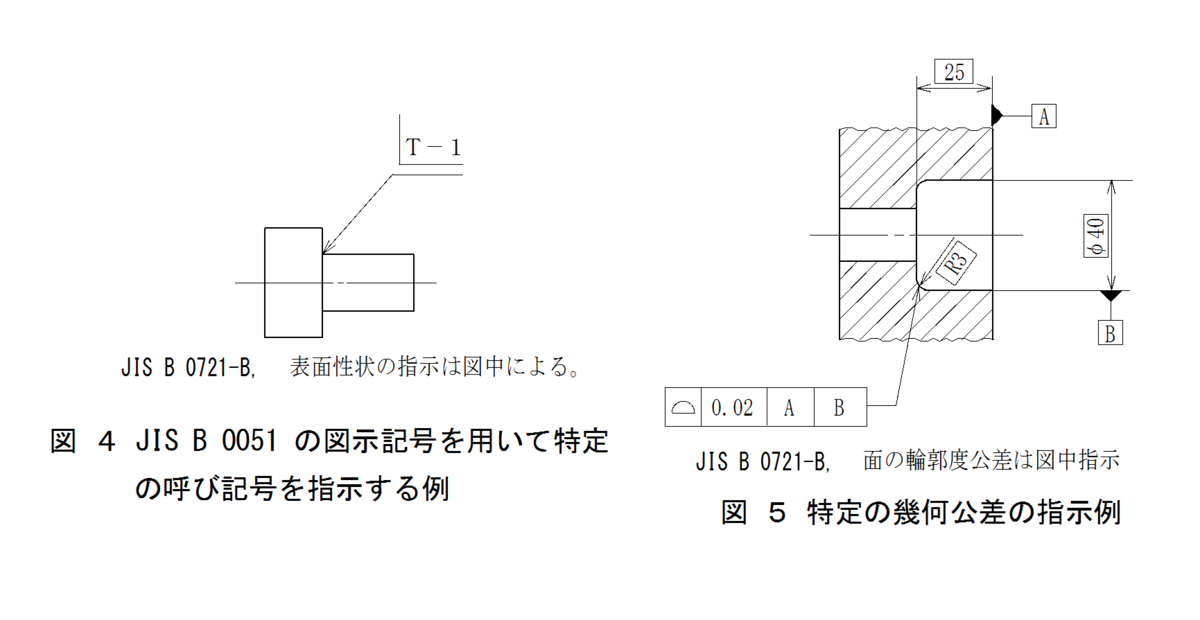
d) JIS B 0051 に規定する図示記号を用いて、特定の形体にエッジ品質等級を指示
する場合(図4)。
e) 設計要求として隅のエッジに特定の幾何公差を追加する場合には、JIS B 0021に
よって、公差記入枠を用いて指示する(図5)。
※ この規格もあまり知られていないので、規格の指示方法で指定されているやり方だ
けでは、充分ではない。
普通公差のように、一般に普及しているものならば、加工現場に、規格表や寸法表が
用意されているので、規格番号と等級等で寸法がわかる。
エッジの等級の寸法表までは用意されていないので、末尾に寸法許容差を記入してお
くなどの配慮をしていたほうが良い。
例 JIS B 0721-E3-A
表面性状も、級の指定だけでは分からない。欠損が拡大視×40で認めないは、曖昧で
あるので、、具体的に、欠け 0.02以下、などとしたほうが良いが、検査方法も検討して
おく必要がある。