このブログは、JIS規格の製図、なかでも機械製図に関するものを掲載しています。
この頁では、JIS規格の機械製図に関係する規格を説明し、JIS規格とは違う観
点からの解説やコメントを述べています。
溶接記号
JIS Z 3021
溶接記号は、溶接加工そのものが多種類にわたり、特殊な加工も多いため、複雑な
ものとなっている。ここではごく基本的なものを説明する。規格そのものも、抜粋して
記載する。
1 適用範囲
この規格は、溶接記号及びその表示方法について規定する。
2 引用規格
次に掲げる規格は、この規格に引用されることによって、この規格の規定の一部を構
成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
JIS Z 2300 非破壊試験用語
JIS Z 3001 (規格群) 溶接用語
3 用語及び定義
この規格で用いる主な用語及び定義は、JIS Z 2300 及び JIS Z 3001 (規格群)
によるほか、次による。
3.1
溶接深さ
開先溶接における、継手強度に寄与する溶接の深さ(s)であって、開先溶接におけ
る溶接表面から溶接底面までの距離[図1a)参照]。
注記 完全溶込み溶接では板厚に等しいが[図1b)参照]、ビーム溶接などでは
溶込み深さ(p)と一致しないことがある[図1c)参照]。

3.2
溶接幅
キーホール溶接における、継手強度に寄与する溶接の幅(b)であって、接合面での
溶接幅をいう(図2は省略)。
4 溶接記号の構成
溶接記号の構成は、次による。
a) 溶接記号は、矢、基線及び溶接部記号で構成する[図3a)参照]。
b) 溶接記号には、必要に応じ寸法を添え、尾を付けて補足的な指示をしてもよい
[図3b)参照]。
c) 溶接記号などが示されていないときは、この継手は、ただ単に溶接で接合するこ
とを意味する[図3c)参照]。

5 溶接部記号
5.1 一般
溶接部記号は、基本記号、組合せ記号及び補助記号とし、それぞれ 5.2,5.3及び
5.4による。
注記 溶接記号の使用例を附属書Aに、そのデザインの例を附属書JBに示す。
5.2 基本記号
基本記号は、表1による。
注記 表の記号欄の点線は、基線を示す。
5.3 組合せ記号
組合せ記号は、次による。
a) 必要な場合、複数の基本記号を組み合わせて使用する[図4a)参照]。
溶接順序を指示するときは、尾に記載する[図4b)参照]。

b) 対称的な溶接部の組み合わせ記号は、表2による。
注記 表の記号欄の点線は、基線を示す。
表1-基本記号(抜粋)
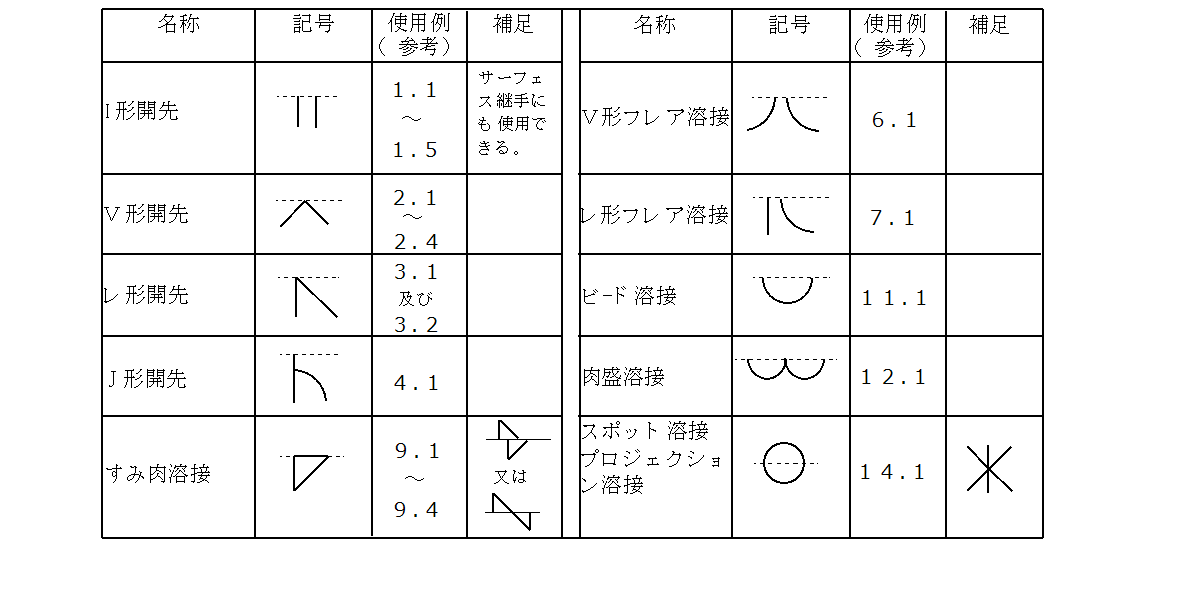
表2-対照的な溶接部の組み合わせ記号
(表省略)
5.4 補助記号
補助記号は、表3による。
注記 表の記号欄の点線は、基線を示す。
表3-補助記号

6 溶接記号の表示
6.1 基線
基線は、水平線とし、水平にできない場合は、図5による。

6.2 溶接部記号の位置
基線に対する溶接部記号の位置は、その溶接記号が描かれる製図の投影法に従い、次
による。
a) A法(第三角法)の場合
1) 溶接する側が矢の側又は手前側の時は、基線の下側に記載する[図6a)参
照]。
2) 溶接する側が矢の反対側又は向こう側のときは、基線の上側に記載する[図
6b)参照]。
b) E法(第一角法)の場合
省略
図6c) 図6d)省略
c) 溶接部が接触面に形成されるときは、基線をまたいで記載する[図6e)参照]。
 6.3 矢
6.3 矢
矢は、次による。
a) 矢は、基線に対しなるべく60° の直線とする。
基線のどちらの端に付けてもよく、必要があれば一端から2本以上付けることが
できる[図7a)参照]。ただし、基線の両側に付けることはできない。
b) レ形、J形、レ形フレアなど非対称な溶接部において、開先を取る部材の面又は
フレアのある部材の面を指示する必要のある場合は、矢を折線とし、開先を取る
面又はフレアのある面に矢の先端を向ける[図7b)参照]。開先を取る面が明らか
な場合は省略してよい[図7c)参照。
注記 折線としない場合は、いずれの面に開先を取ってもよいことになるので、
注意する。

7 寸法の表示
寸法の表示は、次による。
a) 横断面に関する主寸法は、溶接部記号の左側に、縦方向の寸法は、溶接部記号の
右側に記入する[図3b)参照]。縦方向寸法の表示がないときは、継手の全長に
わたって連続した溶接とする。
b)~j) 省略
寸法の表示は、附属書A(参考)溶接記号の使用例 を参考に記入することになる。
8 補足的な指示 省略
附属書 A
(参考)
溶接記号の使用例
A.1 A法(第三角法)による溶接記号の使用例を、表A.1に示す。
表A.1-溶接記号の使用例(抜粋)


附属書JA
(規定)
溶接部の非破壊試験記号
省略
附属書JB
(参考)
溶接記号のデザイン
省略
附属書JC
(参考)
JISと対応国際規格との対比表
省略
溶接用語を規定した、JIS Z 3001は、第1部 一般 から 第7部 アーク溶接 ま
であり、これだけでも溶接の多様性、複雑さがうかがい知れる。
これらを理解したうえで、製図するときには、記号で表すわけであるが、機械製図の
ように、一部にしか溶接を施さないような場合は、記号表示にこだわらず、実形で表し
ておくことでもよいと思う。
溶接作業に欠かせない溶接棒は、JIS Z 3211 などで、被覆アーク溶接棒、他が規
定されている。この溶接棒であるが、現場などで、流通しているのは、JIS規格の型
番ではなくメーカーの型番である。JIS規格が通用していない、あるいは影がこれほ
ど薄いのも、珍しいといってよい。
もともとは、監督する役所の指導によりこの番号を使えということが発端らしいが、
一度普及してしまったものは、後に変更しようとしても、なかな変えられるものではな
いということか。